广东斯丹德五金通信科技股份有限公司
电话:0769-22784371
传真:0769-22784349
邮箱:std@stdwj.com
联系人:13302612522(谷先生)
13602394285(谷先生)
地址:广东省东莞市道滘镇豪迈路88号
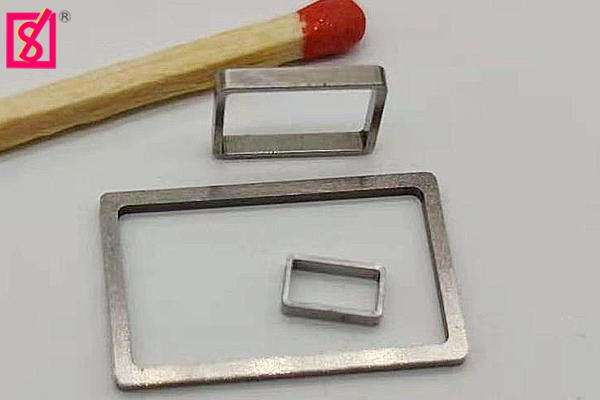
精密冷挤压件的表面粗糙度的确与模具工作表面的粗糙度密切相关,但也受到其他多种因素的影响。
模具工作表面粗糙度的影响
当模具工作表面(如凸模和凹模的工作部分)粗糙度较低时,在冷挤压过程中,模具与坯料之间的摩擦相对较小,能够使坯料表面更加平滑地发生塑性变形。例如,若模具工作表面经过精细研磨,粗糙度达到 Ra0.2 - Ra0.4μm,那么在冷挤压金属材料(如铝合金)时,材料在模具型腔中的流动会更加顺畅,有助于在挤压件表面形成较好的表面质量,使得挤压件表面粗糙度也相应。
相反,如果模具工作表面粗糙,会在挤压过程中使坯料表面产生划痕、拉伤等缺陷。这些缺陷会随着坯料的塑性变形而被放大,直接导致挤压件表面粗糙度增大。例如,模具表面存在加工纹路或微小的凹坑,在冷挤压钢材时,钢材表面就很容易被这些不平整的地方刮伤,使挤压件的表面变得粗糙。

其他影响因素
材料特性
冷挤压材料本身的特性对表面粗糙度也有很大影响。材料的硬度、延展性和晶粒大小等因素不同,在冷挤压过程中的变形行为就不同。例如,较软的材料(如纯铝)在冷挤压时更容易填充模具型腔,表面相对容易获得较好的光洁度;而硬度较高的材料(如合金钢),在冷挤压过程中可能需要更大的挤压力,这会导致材料流动不均匀,即使模具工作表面粗糙度较低,也可能会出现表面粗糙度增大的情况。
材料的原始表面状态也很重要。如果坯料本身表面存在锈蚀、氧化皮或其他缺陷,在冷挤压过程中,这些缺陷会影响材料的正常流动,进而影响挤压件的表面质量。例如,带有严重氧化皮的钢材坯料,在冷挤压时氧化皮会被压入材料表面,使挤压件表面变得粗糙。
润滑条件
良好的润滑可以显著改善冷挤压件的表面粗糙度。润滑的作用是在坯料和模具之间形成一层润滑膜,减少摩擦和磨损。例如,在冷挤压过程中使用合适的润滑剂(如磷化 - 皂化处理后的润滑剂),能够使坯料在模具中更顺畅地流动,模具与坯料之间的摩擦力,防止材料粘模,从而有利于获得较低粗糙度的挤压件表面。
挤压工艺参数
冷挤压的工艺参数,如挤压力、挤压速度和挤压比等,也会影响挤压件的表面粗糙度。过大的挤压力可能会导致材料在模具中流动过快,产生局部过热和材料撕裂现象,使表面粗糙度增大。挤压速度过快同样可能引起类似的问题。挤压比是指坯料横截面积与挤压件横截面积之比,较大的挤压比意味着材料变形程度大,也可能导致表面粗糙度变差。例如,在冷挤压复杂形状的零件时,如果挤压比控制不当,零件的某些部位可能会因为材料过度变形而出现表面质量问题。
 在线咨询
在线咨询